ŽLJEBLJENJE GRAFITNOM (UGLJENOM) ELEKTRODOM (“arker”, “fugovanje”…)
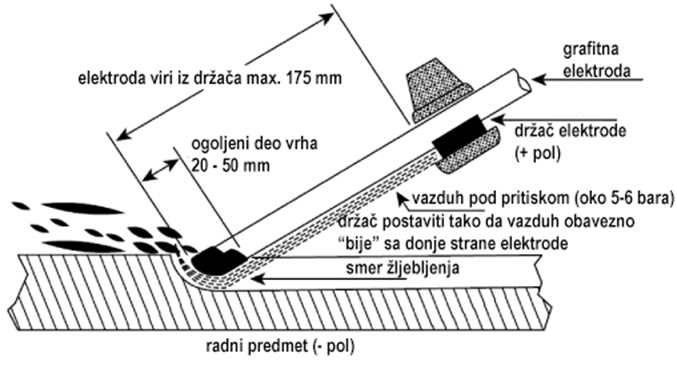
Sa slike se može videti:
– Radni predmet koji se žljebi (povezan na – pol),
– držač elektrode, koji ima dovod vazduha pod pritiskom sa kompresora, povezan na + pol,
– grafitna elektroda.
Za “fugovanje” je potrebno:

Elektrode:
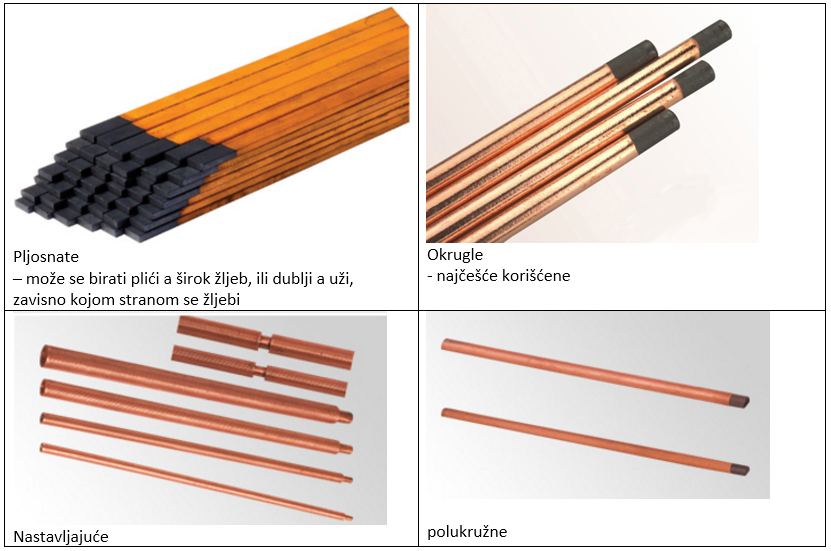
Elektrode su od grafita/karbona, a najčešće su prevučene bakarnom prevlakom radi boljeg prenosa struje i manje erozije grafita tokom rada.
Postoje elektrode neobložene bakarnom prevlakom, podnose manje struje, ali jeftinije su i kraće traju od onih prevučenih bakarnom prevlakom.
Dužina običnih elektroda je 300 mm, a nastavljajućih 450 mm i više.
Elektrode su lako lomljive i paziti da ne padnu.
Skupe su, koštaju od 20-40 dinara komad, plus PDV.
Držač elektrode:

Držač elektrode mora biti izabran u skladu sa amperažom kojom će se raditi.
Aparati su uglavnom preko 600A, pa i do 2000A, vrlo robustni:
U zadnje vreme se pojavljuju i 600-800 A invertorski aparati, ali ipak su i dalje najpogodniji stari trafo izvori struje sa klasičnim ili tiristorskim ispravljačem, i to i do 2000A.
Napon praznog hoda je obično preko 60V.
Šema povezivanja aparata za zavarivanje, kompresora i držača elektrode i grafitne elektrode.

Princip rada je sledeći:
Kresne se elektroda i napravi luk, stvori se rastopljeni metal i pritiskom na dugme ventila za vazduh na pištolju, počinje sa donje strane elektrode da duva vazduh pod pritiskom koji izduvava tečni metal ispod luka, tako da ostaje “lep” žljeb.
Elektroda se “gurka” u pravcu žljebljenja.
Elektroda se drži tako da viri oko 120-170 mm iz držača, jer na tom rastojanju duvanje vazduha potpomaže oduvavanje tečnog metala. Ako je duži prepust elektrode iz držača postoji problem sa efikasnim duvanjem i kvalitetom žljeba. Kada se elektroda skrati, otpuste se klješta i gurne elektroda da prepust opet bude 120-150mm
Evo slike “guranja” elektrode u raznim prostornim položajima.


Žljebljenje grafitnim elektrodama u realnosti:

Dobijeni žljeb je relativno čist, eventualno se prebrusi površina koja je možda “upila” malo ugljenika ili stvorila negde ugorinu.

Ono što karakteriše ovo žljebljenje grafitnim elektrodama je:
Buka!
Udar vazduha u luk koji je na velikoj amperaži je veoma bučan i iritantan. Najbolje je nositi čepove za uši. Smanjuju buku a štite da rasprsnuti metal ne uđe u uši.

Težak miris spaljenog metala, dimovi i čestice!
Jako je teško udisati vazduh pun teških metalnih sagorelih čestica. Sagoreli tečni metal dolazi u kontakt sa vazduhom, deo metalnih čestica ključa, vazduh je pun teških metalnih isparenja… Nije ni malo prijatno.

Rastopljeni metal leti mnogo daleko

Postoje ljudi koji vole ovaj posao. I rade ga jako dobro i lepo, mnogo lepo “fuguju”, lepe i čiste i precizne žljebove prave.
Postoje i oni koji ovo neće da rade, što u principu nije nikakav problem, uvek ima ko hoće.
Inače nije teško naučiti osnove, lako se savlada tehnika i oseti kojom brzinom se gura elektroda. Ipak za precizno žljebljenje naročito u prisilnim položajima, potrebno je iskustvo.
Ostale karakteristike procesa žljebljenja grafitnom elektrodom
Proces se ne zasniva na oksidaciji (kao gasno žljebljenje i rezanje) pa je moguće “fugovati” i nerđajući čelik i bakar i nikl…
Vazduh pod pritiskom treba biti 5-6 bara. Ako pritisak vazduha nije dobar ili je elektroda udaljena mnogo od mesta žljebljenja, može doći od naugljeničenja površine, velike tvrdoće i prslina u površini.
Jako je bitno da vazduh struji ispod elektrode i oduvava rastopljeni metal u pravcu guranja elektrode.
Postoje i ovde “tehnike rada”:
Ako je elektroda nagnuta mnogo ka predmetu, dobija se plitak žljeb a velika je brzina vođenja. Ako je elektroda ka vertikali, žljeb je dubok i sporije se ide.
Moguće je i njihanje elektrode u širinu, ali se ne preporučuje njihanje šire od 4 prečnika elektrode.
Može se raditi u svim prostornim položajima, ali za nadglavno se mora imati dobro odelo otporno na rasprsnuti metal kao i takva kapuljača i potrebna je velika veština.
Ugao elektrode je uglavnom oko 45 stepeni u odnosu na radni predmet, ali po potrebi može biti i veći = dublji žljeb, ili manji = plići žljeb.
Recimo je očekivana brzina vođenja elektrode oko 500 mm u minuti ili malo veća, a za minut se potroši oko 100-120 mm elekrode (ovo je neka gruba norma).
Može se raditi i sečenje, preporuka je da se u jednom prolazu seče debljina materijala do 50% veća od prečnika elektrode, a ako je materijal koji se seče deblji, onda to raditi u nekoliko prolaza sve dubljim žljebljenjem.
Pošto struja vazduha snažno “duva” rastopljeni metal, unos toplote u materijal i nije veliki.
Kada su manje amperaže i nema puno rasprsnutog metala, može se nositi samozatamnjujuća maska, ali već za struje preko 300-400A mora se nositi maska sa fixnim zatamnjenjem i većeg broja zatamnjenja jer je svetlost prejaka za standardna 12 i 13 zatamnjenja.
Moraju se nositi dobre toplotporne rukavice.
Poznati su slučajevi blagog strujnog udara, naročito ako je pod mokar, mokro odelo, znojav čovek…
Takođe, dešava se da rastopljeni metal pada na beton, pa beton eksplodira i parčići betona lete okolo (ovo se i meni desilo). Beton je šupljikav i unutra je vlaga. Kada vreo metal padne na beton, podiže se temperatura, u unutrašnjosti betona se voda pretvara u paru velikog pritiska i veliki pritisak pare raznosi beton.
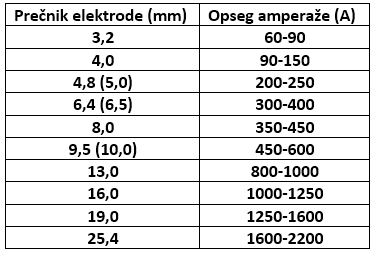
Tipične amperaže za okrugle grafitne elektrode (može biti različito za razne proizvođače)
Istorija procesa žljebljenja grafitnim elektrodama
Ovaj proces je smišljen tokom drugog svetskog rata, 1940 godine, kada su u jednom brodogradilištu gradili ratni brod, i jedan dugački var od nerđajućeg čelika, nekih 100-tinak metara je bio defektan i morao se ukloniti.
Nerđajući čelik se ne može seći ili žljebiti gasnim brenerima jer je temperatura topljenja oskida veća od temperature topljenja samog nerđajućeg čelika. A opet u tom brodogradilištu nisu imali dovoljno ljudi za brušenje defektnog vara.
Pa se neko dosetio da drži u klještima grafitnu elektrodu, a drugi čovek je pištoljem iz kompresora duvao rastopljeni metal odmah iza onog što je topio metal grafitnom elektrodom.
Onda je jedan gospodin, Myron Stepath, “spakovao” duvanje vazduha pod pristiskom u držač elektrode, patentirao princip da vazduh ravno duva rastopljeni metal i da sve radi jedan čovek, i 1949-te napravio firmu “Arc-air” (u prevodu “električni luk – vazduh”).
Odatle se ovaj proces često i zove i “arker” (kako se pravilno kaže “arc-air”) ili u Srbiji iskvareno “arkajl”, uz ono već pomenuto “fugovanje”.
Kasnije je firmu “Arc-Air” kupila tada čuvena firma “Thermadyne”, a nedavno je tu firmu kupila firma “Colfax” iz USA i pripojila je svojem brendu “Esab”.

Iako se grafitne elektrode brenda “Arcair” i dalje smatraju najboljim na svetu, u Srbiju uglavnom grafitne elektrode „no name“ proizvođača dolaze iz Indije ili Kine, elektrode su lošijeg kvaliteta i učinka, ali naravno niže cene.